بانس خشک کرنا۔
ایندھن کے دہن سے پیدا ہونے والے گرم دھوئیں کو دھونے اور خشک کرنے میں عام طور پر ایک ہفتہ لگتا ہے۔ اس وقت ، چارکول کے بھٹے میں درجہ حرارت عام طور پر 150 than سے کم ہوتا ہے ، بنیادی طور پر بانس میں نمی کو دور کرنے کے لیے ، تاکہ بانس کی شکل اور سائز کو تبدیل کرنا آسان نہ ہو۔
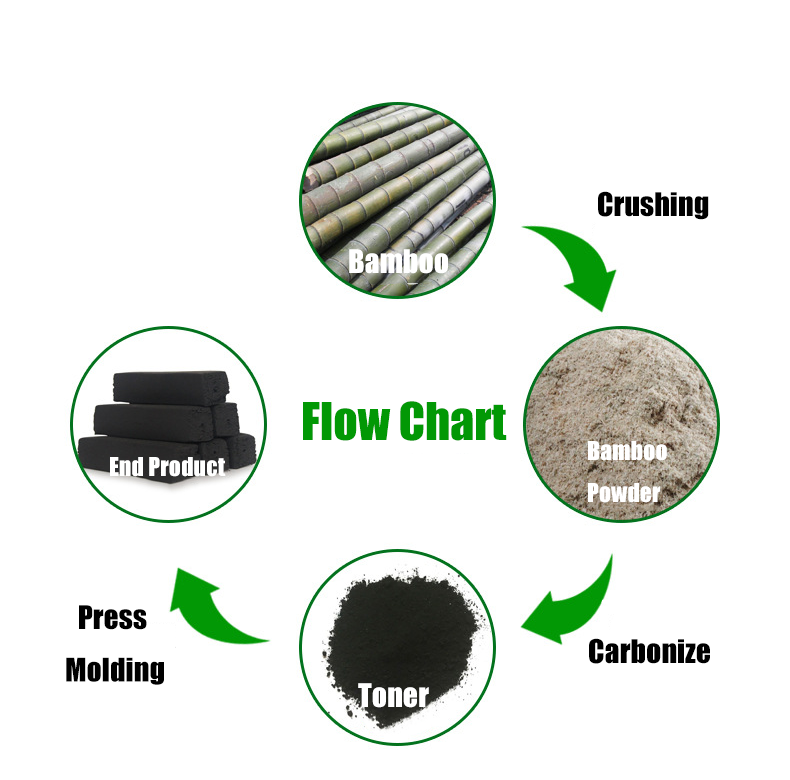

بانس کرشنگ کا عمل۔
خشک بانس کو بانس پاؤڈر میں کچلنے کے لیے مشین کا استعمال کریں۔
بانس پری کاربونائزیشن۔
چارکول کے بھٹے میں درجہ حرارت 150 ℃ ~ 270 controlled پر کنٹرول کیا جاتا ہے ، بانس کا تھرمل گلنا واضح ہے ، اور ایسیٹک ایسڈ اور ٹار پیدا ہونے لگتے ہیں۔

بانس چارنگ۔
چارکول کے بھٹے میں درجہ حرارت 270 ℃ ~ 360 at پر برقرار رہتا ہے ، اور بانس کا مواد بہت تیزی سے تھرمل گلنے سے گزرتا ہے ، جس سے بڑی مقدار میں گلنے والی مصنوعات پیدا ہوتی ہیں ، جو قدرتی پولیمر مصنوعات جیسے کہ ایسیٹک ایسڈ اور ٹار کا بنیادی مرحلہ ہے۔ اس مرحلے کے دوران ، بانس کے بہت تیزی سے تھرمل گلنے کی وجہ سے ، بڑی مقدار میں گرمی خارج ہوگی۔
بانس چارکول جل رہا ہے۔
چارکول کے بھٹے میں درجہ حرارت 360 above C سے اوپر ہے۔ اس مرحلے پر ، جیسا کہ اعلی درجہ حرارت جاری رہتا ہے ، بانس چارکول میں باقی غیر مستحکم مادے ختم ہو جاتے ہیں ، لیکن گیس کنڈینسیٹ سے پیدا ہونے والا بانس سرکہ مائع بہت چھوٹا ہوتا ہے۔
کولنگ فیز۔
کیلسائنڈ بانس چارکول بانس چارکول کے بھٹے میں ہوائی رساو نہ ہونے کی حالت میں سب سے زیادہ کیلکائننگ درجہ حرارت سے تقریبا 50 50 ° C تک ٹھنڈا کیا جاتا ہے ، اور پھر اسے بھٹے سے خارج کیا جاسکتا ہے۔


مولڈنگ دبائیں۔
ٹھنڈا کاربن پاؤڈر مشین کے ذریعے کاربن راڈ میں دبایا جاتا ہے اور ایک باکس میں پیک کیا جاتا ہے۔
تجاویز
بانس چارکول کا زیادہ سے زیادہ درجہ حرارت بانس چارکول کے مقصد کے مطابق طے کیا جاتا ہے۔
عام طور پر ، نمی کنٹرول کے لیے بانس چارکول کا کیلکینیشن درجہ حرارت 600 above سے اوپر ہے۔
پانی صاف کرنے کے لیے چارکول ، کھانا پکانے کا چارکول ، نہانے کا چارکول ، کیلشینیشن درجہ حرارت 700 above سے اوپر
برقی مقناطیسی شیلڈنگ اور اینٹی تابکاری کے لیے کاربن ، کیلکینیشن درجہ حرارت 800 ℃ ~ 1000 ℃ ، یا اس سے بھی زیادہ ہے۔
پوسٹ ٹائم: جولائی 06-2021